{多家仓库发货【护栏新】-复合管防撞栏杆厂家源头把关放心选购}_展鸿护栏有限公司(更新时间:2025-05-24 03:50:34)
更新时间:2025-05-24 03:50:34
Tags: 护栏新





为了让您更地了解我们的护栏新,我们精心制作了以上产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
| 产品参数 | |
|---|---|
| 产品价格 | 70 |
| 发货期限 | 3-5 |
| 供货总量 | 6000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | 201/304 |
| 产品品牌 | 聚宜兴 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 蓝 红 灰等 |
| 适用领域 | 桥梁 景观 河道 交通设施 天桥 等 |
| 是否进口 | 否否 |
| 产地 | 山东 |
| 品牌 | 聚宜兴 |
| 可定制 | 是 |

护栏新:【聊城聚金属制品有限公司(钦州分公司)fzz2638-50】专注于产品的研发生产,生产的产品质量好,价格合理,紧跟市场潮流,不断推出新颖、时尚的护栏新款式,满足您的个性化需求。联系人:付崇观-13061079688,QQ:945383396,地址:高新区智慧谷工业园。

不锈钢复合管护栏的不锈钢复合管为什么经常会发生变形 不锈钢复合管焊接过程中,工件和焊料熔化形成熔融区域,熔池冷却凝固后便形成材料之间的连接。这一过程中,不锈钢复合管通常还需要施加压力。焊接的能量来源有很多种,包括气体焰、电弧、激光、电子束、摩擦和超声波等。19世纪末之前, 的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术出现在19世纪末,先是弧焊和氧燃气焊,稍后出现了电阻焊。20世纪早期,随着 次和第二次世界大战开战,不锈钢复合管对军用器材廉价可靠的连接方法需求极大,故促进了焊接技术的发展。今天,随着焊接机器人在工业应用中的广泛应用,研究人员仍在深入研究焊接的本质,继续开发新的焊接方法,以进一步提高焊接质量。 不锈钢复合管的压力是比较大的,而且它不容易变形,色泽又是比较光亮的,对于不锈钢复合管的各种的耐磨性能比较好,各种的应用都是比较广泛的。不锈钢复合管虽然是比较坚固,也是比较耐用,但是它在使用中还是出现了很多的问题的,比较常见的就是不锈钢复合管变形,在护栏和护栏上是能看出来的,常见的不锈钢变形是一个比较重要的问题,也是影响使用和形象的一个比较重要的因素之一。 这样的一些折线,往往会贯穿,整个不锈钢复合管的纵向。而在不锈钢复合管的纵向被贯穿,在进行折叠的时候,就会出现开裂的情况。甚至有一些不锈钢复合管,在折叠之后,就直接断掉了。

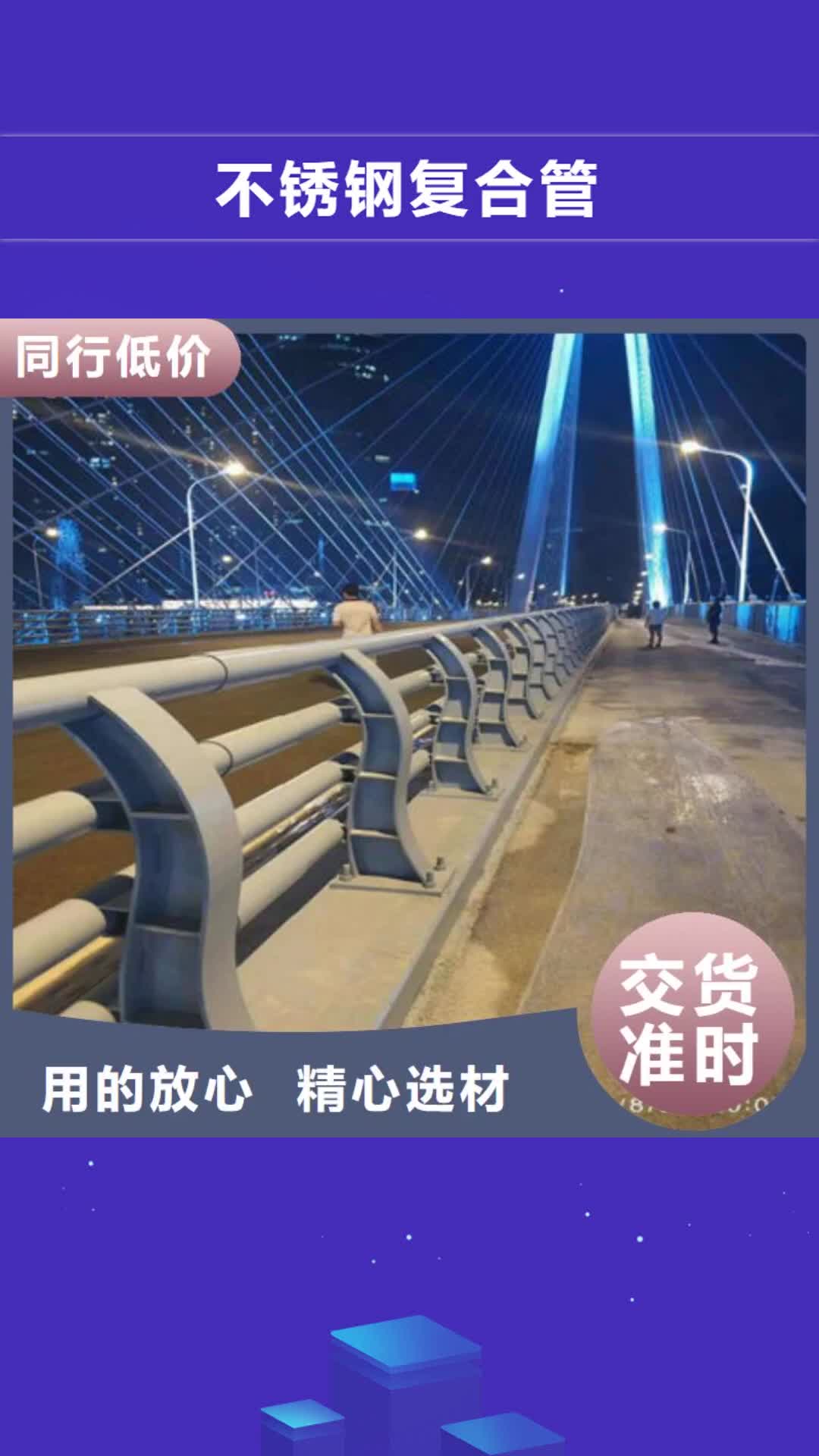
详解下不锈钢复合管护栏的重要性? 不锈钢复合管护栏在我们生活中运用的是很普遍的,在我们的生活中起到衔接两个地域的纽带,也起到了防护车 辆或行人发作不测事故的,同时也起到了美化我们生活的环境的作用,可见其对我们生活的重要性。那么它的构成成 分是什么,不知大家知道吗? 不锈钢复合管护栏采用国产优质Q235低碳钢丝或铝镁合金丝,编织焊接而成。它是采用电镀、热镀、喷塑、浸 塑等方式中止防腐处置。护栏网是采用速公路桥梁护栏专用产品,具有防腐、防老化、抗晒、耐候等特性。是经过采 用钢板网、异型管、边耳、圆管焊接成的,是一种比较经济实惠的的产品。 不锈钢复合管护栏网格结构精练、便于运输、安装不受地形起伏限制,特别是关于山地、坡地、多弯地带顺应性 强,桥梁护栏是我们桥梁交通重要的一个部件,它不只能够装饰我们的桥梁,而且它另一个重要的作用是可以防止车 辆或者行人由于不测事故越出桥面的风险,可见护栏的在日常生活中的重要作用。 护栏在投入运用后期维护也是非常重要的,由于护栏时间久了或者由于施工存在的缺陷就会呈现松动的现象,这 在我们日常生活中的运用存在一个隐患,还有的事采用螺丝安装的中央由于时间久了会呈现松动的现象。那么我们在 后期维护上应该怎样做,才干消弭隐患呢?护栏松动了怎样办?

细说下不锈钢复合管护栏的焊接过程 不锈钢复合管护栏焊接进程如果因液态缩短和凝聚缩短构成的体积缩短等于因外壳标准缩小所构成的体积减缩, 则凝聚的外壳仍和内部液态金属紧密接触,不会产生缩孔。但是,由于合金的液态缩短和凝聚缩短超越硬壳的固态缩 短,因此液体将与硬壳的顶面脱离。 顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属悉数凝聚后,在铸件上部就构成了一个倒锥形的 缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设 置冒口,缩孔将移至冒口中。 以上对合金缩短规则的分析,仅涉及合金管成分、温度等本身因素对缩短的影响,没有考虑缩短进程中遇到的各 种阻挠,这种缩短称为安闲缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻挠而使缩短不能安闲进行,这 时产生的缩短称为受阻缩短。受阻缩短率总小于安闲缩短率,阻力更大时将呈现裂纹。 焊接进程:先焊复合层,后焊底层,流程:封焊层--打底焊--过渡层--填充层--盖面层。管子对焊组对时,其内 壁应齐平,内壁错边量不宜超越管壁厚度的10%,且应≤2mm.焊接时,应尽量选用多层焊,各焊层焊道的接头应尽 量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。










大家都爱看