质量三包【涂塑钢管】-大口径防腐钢管厂家_附近价格(更新时间:2025-05-24 04:14:46)
更新时间:2025-05-24 04:14:45
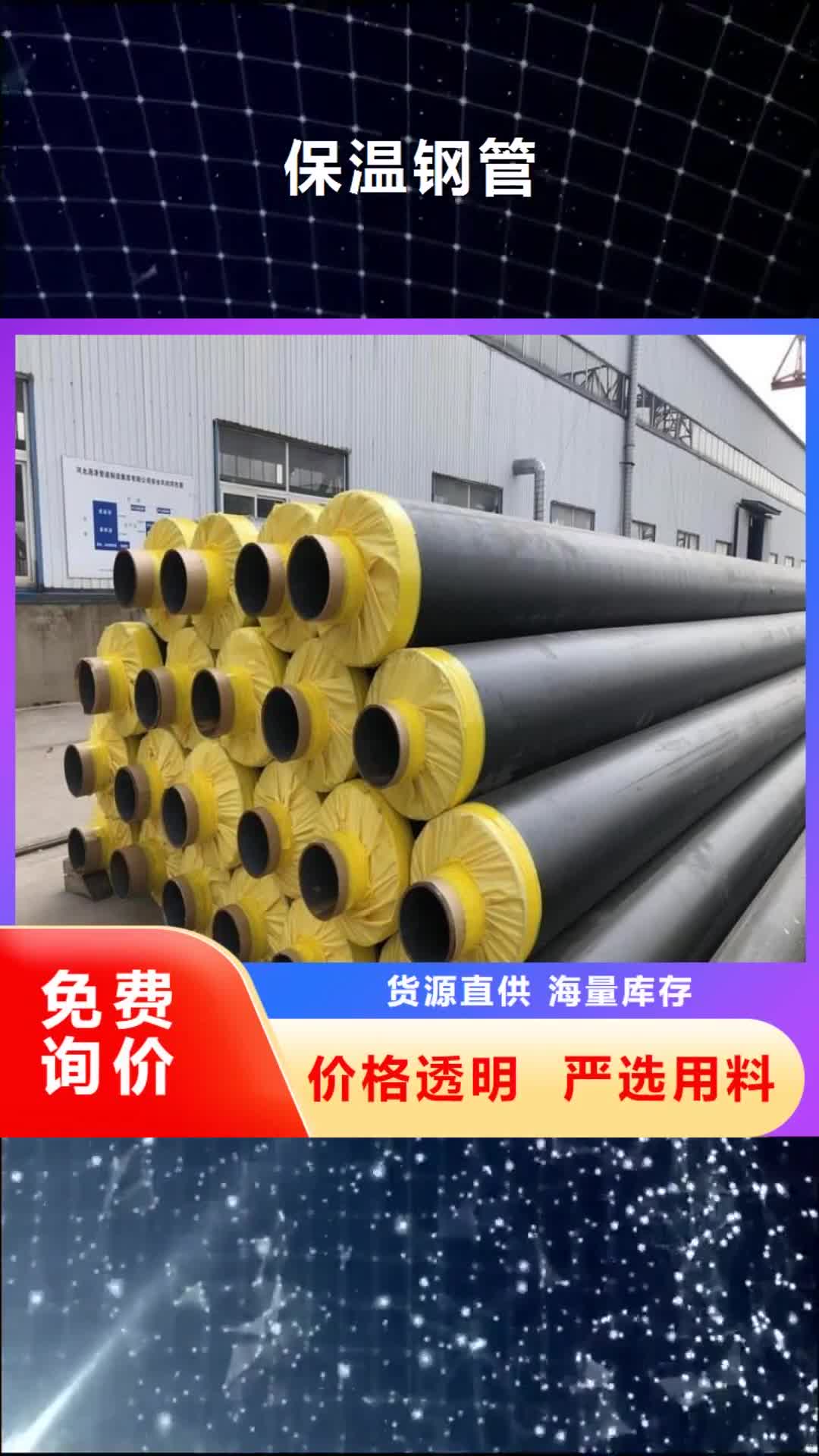
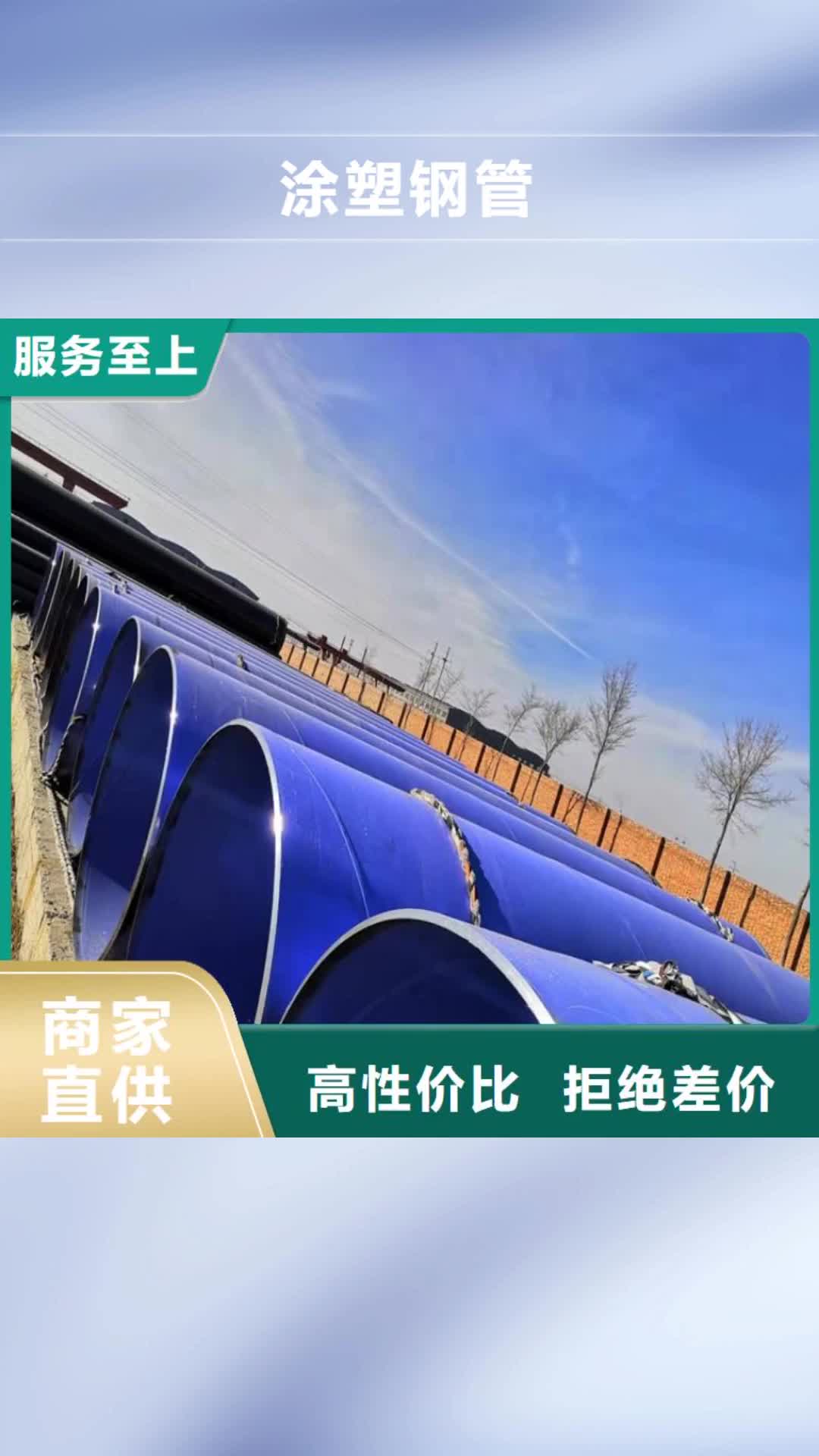
Tags: 涂塑钢管

涂塑钢管视频中的每一个细节,都仿佛在诉说着产品的故事,让你在欣赏的同时,也能深深地感受到它的价值与意义。
| 产品参数 | |
|---|---|
| 产品价格 | 58/米 |
| 发货期限 | 3天 |
| 供货总量 | 15800 |
| 运费说明 | 免运费 |
| 小起订 | 6米 |
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B、20# |
| 产品品牌 | 友骏 |
| 产品规格 | 无缝、直缝、螺旋 |
| 发货城市 | 沧州 |
| 产品产地 | 河北 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 118Kg |
| 产品颜色 | 蓝色、红色、黄色、黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 消防给水 市政排水 燃气输送 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 160 |
| 工作温度 | 80° |
| 连接方式 | 焊接、卡箍、丝扣、承插 |
| 产品特性 | 耐腐蚀 使用寿命长 |
| 配送服务 | 配送到场 |
| 涂层 | 环氧粉末 |
| 涂层厚度 | 国标 |

涂塑钢管,7年老厂家,全国都可送货,是济宁质量信的过口碑厂家,【盐山县友骏管道有限公司(济宁分公司)6198720lx3770-50】欢迎您的来电,联系人:刘总-15230700055,QQ:164595479,地址:经济开发区蒲洼城园区。

内外涂塑钢管为钢管内外壁采用环氧树脂粉末涂料进行涂敷的给水复合管道。内壁具有很强的耐腐蚀性及良好的耐化学稳定性,能输送-30℃-90℃的流体介质。经检验,符合生活饮用水、输水配水性能标准。内壁涂层的附着力强,具有优良的抗冲击性能和较强的抗阴极剥离性。由于管道内壁涂层表面光滑,可防微生物的滋生和结垢,同时,输送阻力小,可以增加流量,节约能源。使用改性环氧树脂粉末内涂可实现防火阻燃,特别适用于消防系统管道对抗腐蚀及防火阻燃的要求.
涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。热浸塑采用:流化床浸塑,一次性成膜法。又称涂塑钢管第1代防腐,内外聚乙烯。内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在产品表面。

涂塑防腐钢管知识介绍:涂塑钢管是在钢管内壁融溶一层厚度为0.5~1.0mm的聚乙烯(PE)树脂、乙烯-丙烯酸共聚物(EAA)、环氧(EP)粉末、聚丙烯(PP)或聚氯乙烯(PVC)等有机物而构成的钢塑复合型管材。涂塑钢管不但具有钢管的高强度、易连接、耐水流冲击等优点,还克服了钢管遇水易腐蚀、污染、结垢及塑料管强度不高、消防性能差等缺点,设计寿命可达50年。涂塑钢管主要缺点是安装时不得进行弯曲,热加工和电焊切割等作业时,切割面应用生产厂家配有的常温固化胶涂刷。涂塑防腐钢管主要规格有Φ15—Φ300。
涂塑复合钢管是以焊接钢管、无缝钢管为基材,内外壁涂敷环氧树脂或聚乙烯粉末,是防腐、耐侵蚀、、无辐射的绿色环保管材,应用于各种流体输送。
该产品有以下几大优点。
1、保留了传统金属管材的钢度及强度,优于塑料管、铝塑管;
2、具有内壁光滑、磨擦阻力小不结垢的特点,外壁更加美观;
3、重量轻、韧性好、耐冲击、耐压强度高;适用温度更宽-30℃~100℃;
4、与管件连接方式可采用绞丝、承插、法兰、沟槽、焊接等;
5、与管件连接部位热膨胀系数差小,更可靠;
6、性能比合理,综合造价低、比铜管、不锈钢管更经济。

涂塑钢管加工工艺分为四种:热浸塑、高压静定喷涂、滚塑、包塑。而且连接方式的不同其加工的过程也不相同。该产品所需要的原材料为塑料粉末和钢管。整个加工的开始需要采购原材料,消防一般采用的塑料粉末为环氧树脂,所用钢管型号为无缝钢管、直缝钢管或螺旋管,原材料采购回来步进行检验,特别是钢管型号、长度、壁厚需要测量。
涂塑复合钢管的施工工艺
一、检验:管材进厂后,检查数量、壁厚是否符合要求,是有缝或无缝管材,管材两端是否圆整和弯曲;
二、去污:检查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如发现有毛刺后去除、磨平;
三、酸洗:将管材(管件)浸入池中浸泡(20-25)分钟,除锈后捞出,转入下一道工序;
四、水洗:将酸洗后的管材放入清水池中水洗一次后捞出;
五、磷化:将清洗完毕的管材(管件)浸入磷化液中浸泡(10-15)分钟捞出并晾干;
六、喷涂:将晾干后的管材(管件)放置在管架上进行内、外喷涂,喷涂前根据客户要求选择不同颜色的涂粉,喷涂过种中要严格控制静电量、喷机的转速、喷的出粉量,做到喷涂均匀,避免漏点;
七、固化:待烘干管材进入烘干车间后,工作人员要及时调整管材的摆放位置,尽量做到只留支撑点的损伤面积,按照涂粉的周化要求,预先调试好烘箱温度及固化时间,并做好每一炉的记录;产品出烘箱时,严禁在高温下作业,用裸水触摸;待产品冷却后,正确摆放,查找磨损点,及时修补后转入下道工序;
八、包装:用测厚仪检查产品内外壁喷层厚度是否符合要求,用测漏仪检验产品内部是有无漏点,如全部合格后,用专用工具进行包装。










大家都爱看