


联系我们

当前位置:
聊城 【多麦金属】高锰耐磨耐候钢板生产厂家(桂林市分公司) >桂林当地行业新闻
40cr10个厚的钢板什么价格
更新时间:2025-05-31 16:48:15 ip归属地:桂林,天气:多云转小雨,温度:24-28 浏览次数:108 公司名称:聊城 【多麦金属】高锰耐磨耐候钢板生产厂家(桂林市分公司)
以下是:40cr10个厚的钢板什么价格的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4300/吨 |
| 发货期限 | 1天 |
| 供货总量 | 10000吨 |
| 运费说明 | 电议 |
| 小起订 | 100Kg |
| 质量等级 | 一级 |
| 产品材质 | 65mn、42crmo、40cr、15crmo、12cr1mov、60si2mn、45mn、20crmo、30crmo |
| 产品品牌 | 多麦金属 |
| 产品规格 | 3-280mm |
| 发货城市 | 聊城 天津 |
| 产品产地 | 鞍钢、敬业、梅钢、普阳、文丰、宝钢 |
| 加工定制 | 可切割 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 机械加工 |
| 仓库地址 | 山东聊城、天津、河北武安 |
| 加工设备 | 3万瓦激光设备一台 数控切割设备2台 |
| 库存量 | 15000余吨 |
以下是:40cr10个厚的钢板什么价格的图文视频



40cr10个厚的钢板什么价格_【多麦金属】高锰耐磨耐候钢板生产厂家(桂林市分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:朱经理,经济技术开发区创业大厦B塔310 发货到 广西省 桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 秀峰区、叠彩区、七星区、雁山区、阳朔县、临桂区、灵川县、全州县、永福县、灌阳县、资源县、平乐县、荔浦市。 广西壮族自治区,桂林市 “桂林”之名,始于秦代,秦始皇置桂林、象、南海三郡,桂林郡因当地盛产玉桂而成名,这是“桂林”名称的早起源。桂林市是世界风景游览城市、万年智慧圣地、全国重要高新技术产业基地,中国老工业基地,是Ⅱ型大城市、三线城市,国务院批复确定的中国对外开放国际旅游城市、全国旅游创新发展先行区和国际旅游综合交通枢纽,是泛珠江三角洲经济区与东盟自由贸易区战略交汇的重要节点城市,卫生城市,全国文明城市,第二批海绵城市建设示范城市,是以新型工业为主的国际旅游胜地。是首批历史文化名城,秦始皇统一岭南后属桂林郡。桂林是广西重要高校集聚区,拥有广西师范大学、桂林电子科技大学、桂林理工大学、桂林医学院、陆军特种作战学院等16所高校。
想要一睹40cr10个厚的钢板什么价格产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:40cr10个厚的钢板什么价格的图文介绍


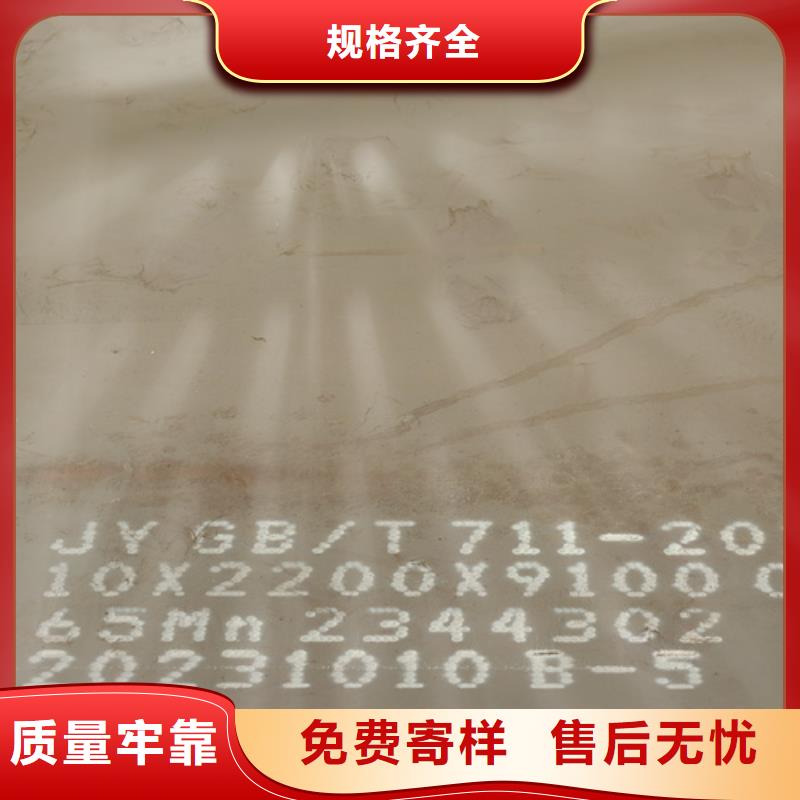
由于65Mn钢具有过热倾向,因此焊接热影响区对接头的力学性能影响很大。直径0.7 mm的65Mn钢丝经氩弧焊对焊后接头处非常硬脆,轻轻折弯焊点处,就会在熔合线或焊缝处脆断,断口呈明显的脆性断裂形貌。所得接头由焊缝和热影响区组成,沿接头轴线测试从焊缝中心至母材各个区域的显微硬度。测量结果表明,从母材到热影响区及焊缝中部,显微硬度急剧增加,焊缝中部硬度达HV 1 060,这说明热影响区及焊缝中部生成了硬脆组织。合金钢板对于这种具有硬脆组织的接头,为了提高其韧性和塑性,降低其硬度,获得硬度、附近强度、附近塑性和韧性的适当配合,必须对焊接接头进行适当的回火处理。热处理后,应将热影响区的脆性,同时应能使母材保持一定的强度和弹性。回火在箱式电阻炉内进行,回火工艺见表1。将回火后的钢丝焊接接头处仔细打磨,使其直径与母材直径大致相等,再在WE-50拉伸试验机上进行拉伸试验。每种回火处理的试样取三根,取其拉力的平均值。



在 NM400耐磨板不断的发展中,【多麦金属】高锰耐磨耐候钢板生产厂家(桂林市分公司)健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!公司坚持“以人为本、以质取胜”的企业理念,“一切以 NM400耐磨板市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 NM400耐磨板产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!



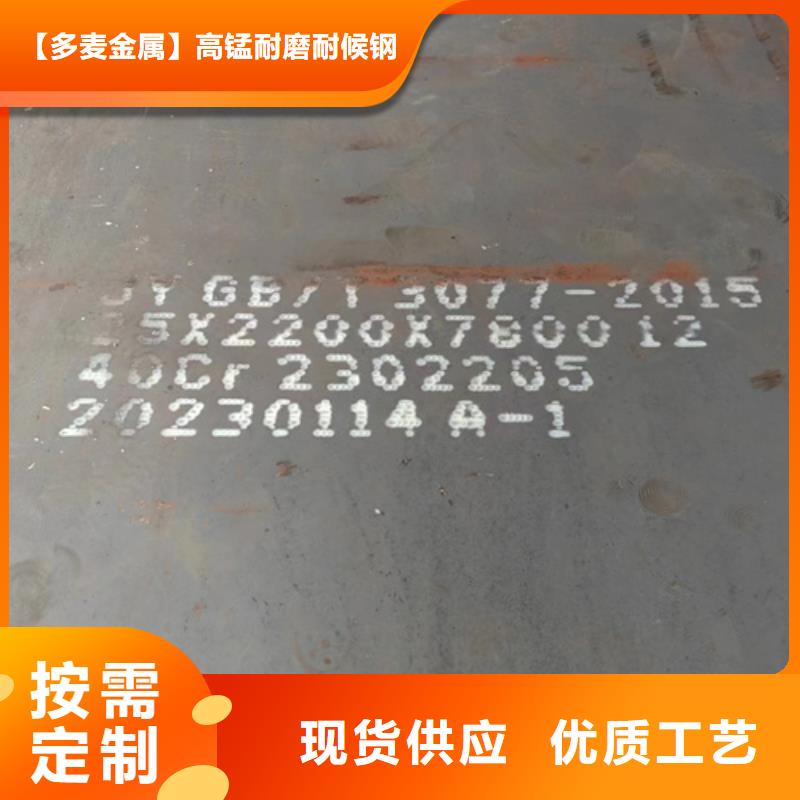
40Cr合金钢板的热处理方法有:正火、调质、退火、淬火、回火、中频感应热处理、氰化等1、40Cr淬火850℃,油冷;2、回火520℃,水冷、油冷。40Cr表面淬火硬度为52-60HRC,火焰淬火能达到48-55HRC。氮化处理40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40Cr调质后氮化处理硬度能达到72~78HRA,心部硬度达到43~55HRC。氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。焊接40Cr焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前加一遍正火。



为了减小电极的消耗,选择直流正接进行线材的对焊试验,即选用直流电源,线材接电源的正极,钨极接电源的负极。含1%或2%氧化钍的钨极发射电子效率高,电流承载能力好,且抗污染性能好,引弧容易并且电弧比较稳定。为了便于操作,选择直径为2 mm的较细的钍钨极,并且电极前端磨尖。由于氩气较低的电弧电压特性对于薄板和线材的手弧焊特别有益,因此选择氩气做保护气体。试验选用直流手工氩弧焊机,焊接前,将钢丝两端头仔细磨平,为防止焊点产生气孔,用丙酮将端头油污清洗干净。将两端磨平的线材放在平整洁净的对正板上(图1),使两端头对正,接头处不留间隙,用压铁压住接头两侧。将线材接焊机正极,钨极接负极,分别将电流调至20 A,15 A,10 A,8 A进行焊接。合金钢板焊接时,在接头旁边引燃点弧并使之燃烧稳定,将电弧移至接头处使接头金属熔化后迅速将电弧熄灭,同时轻微施加顶锻力,冷却后即完成焊接过程,焊接过程中不使用填充焊丝。试验发现,当焊接电流为20 A时,电弧燃烧剧烈,接头处金属飞溅严重,焊点塌陷严重。当电流调至15 A时,电弧燃烧较平稳,熔池飞溅少,但焊缝仍有塌陷。但电流降至10 A时,引弧容易,电弧燃烧稳定,焊缝处没有塌陷现象。图2为焊接电流10 A时,用数码相机在Leica MZ6型体视显微镜下拍下的焊接接头形状。可以看出,接头的圆柱度较好,将其打磨后能满足线锯的要求。当电流调至8 A以下时,引弧困难且电弧不稳定,难以完成焊接过程。

您是想要在广西省桂林市采购高质量的40cr10个厚的钢板什么价格产品吗?【多麦金属】高锰耐磨耐候钢板生产厂家(桂林市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的40cr10个厚的钢板什么价格产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱经理-【17768165506】,地址:《经济技术开发区创业大厦B塔310》。